Зубофрезерный станок 53А11
Зубофрезерный станок 53А11
Общая компоновка
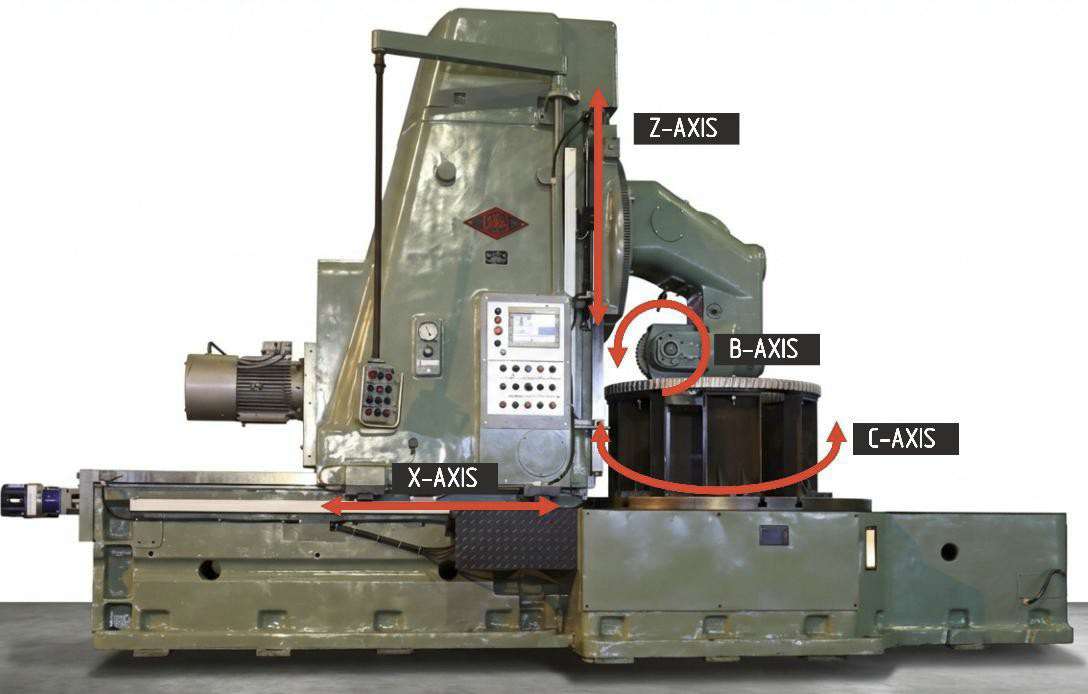
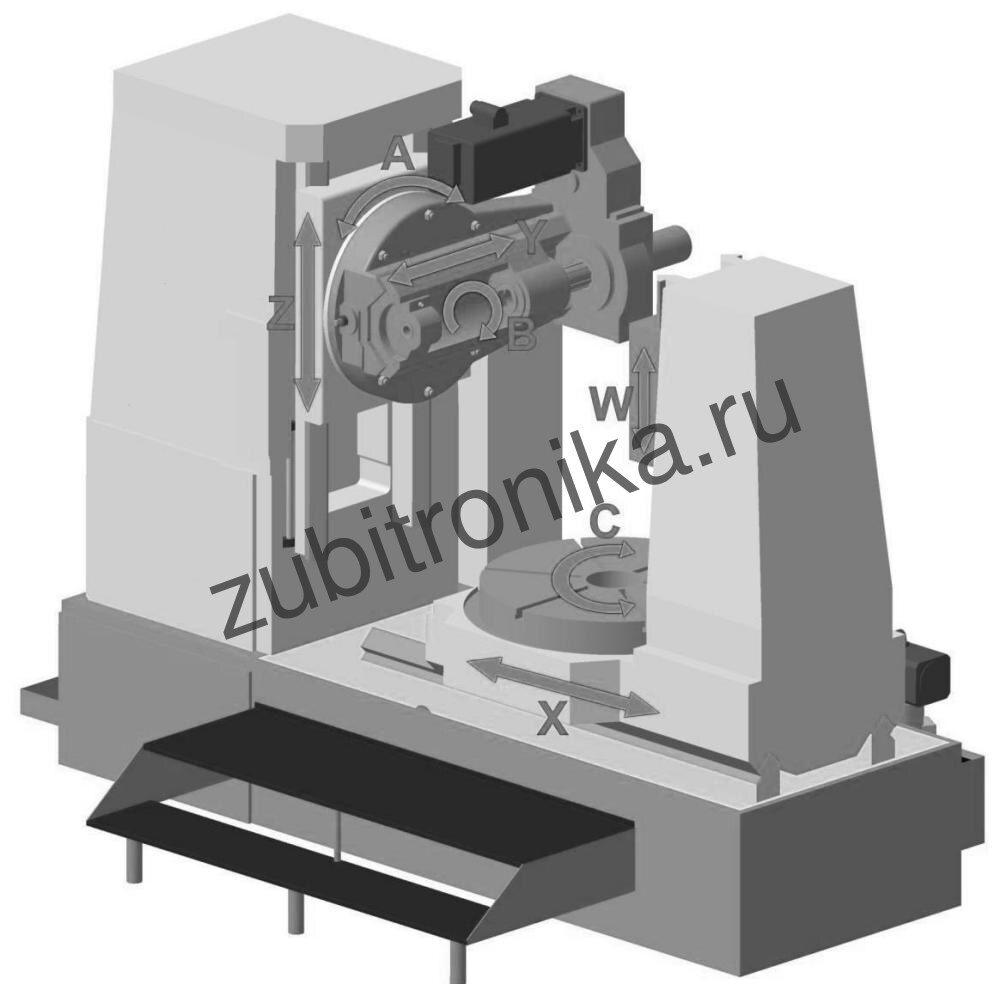
Зубофрезерный станок модели 53А11 имеет вертикальную компоновку с перемещающимся горизонтальным столом для выполнения движения подачи на врезание и неподвижной стойкой. У данной модели станка, по сравнению со станками с механическими связями, вместо сложных кинематических цепей предусмотрены отдельные двигатели для главного движения (ось В), вращения стола (ось С), перемещения стола (ось Х), перемещения каретки (ось Z) и перемещения фрезерной ползушки (ось Y) (рисунок 6-5). Независимый привод шпинделя фрезы (ось В) и шпинделя заготовки (планшайбы) (ось С) обеспечивает их точное вращение. Программируемое согласованное вращение по осям В и С позволяет достигать высокой точности обработки методом обката. Поворот фрезерного суппорта (ось А) на угол осуществляется вручную.
Для закрепления заготовок типа «вал» в станке предусмотрен кронштейн контрподдержки (ось W), который имеет гидравлический привод и управляется нажатием соответствующих кнопки на стойке.
Компоновка станка
- Цепь главного движения (вращение инструмента).
- Цепь круговых подач (вращение заготовки).
- Цепь радиальных подач (перемещение стола).
- Цепь вертикальных подач (перемещение каретки суппортной).
- Цепь тангенциальных подач (перемещение каретки фрезерной).
- Цепь угловой установки суппорта.
- Цепь транспортера стружки.
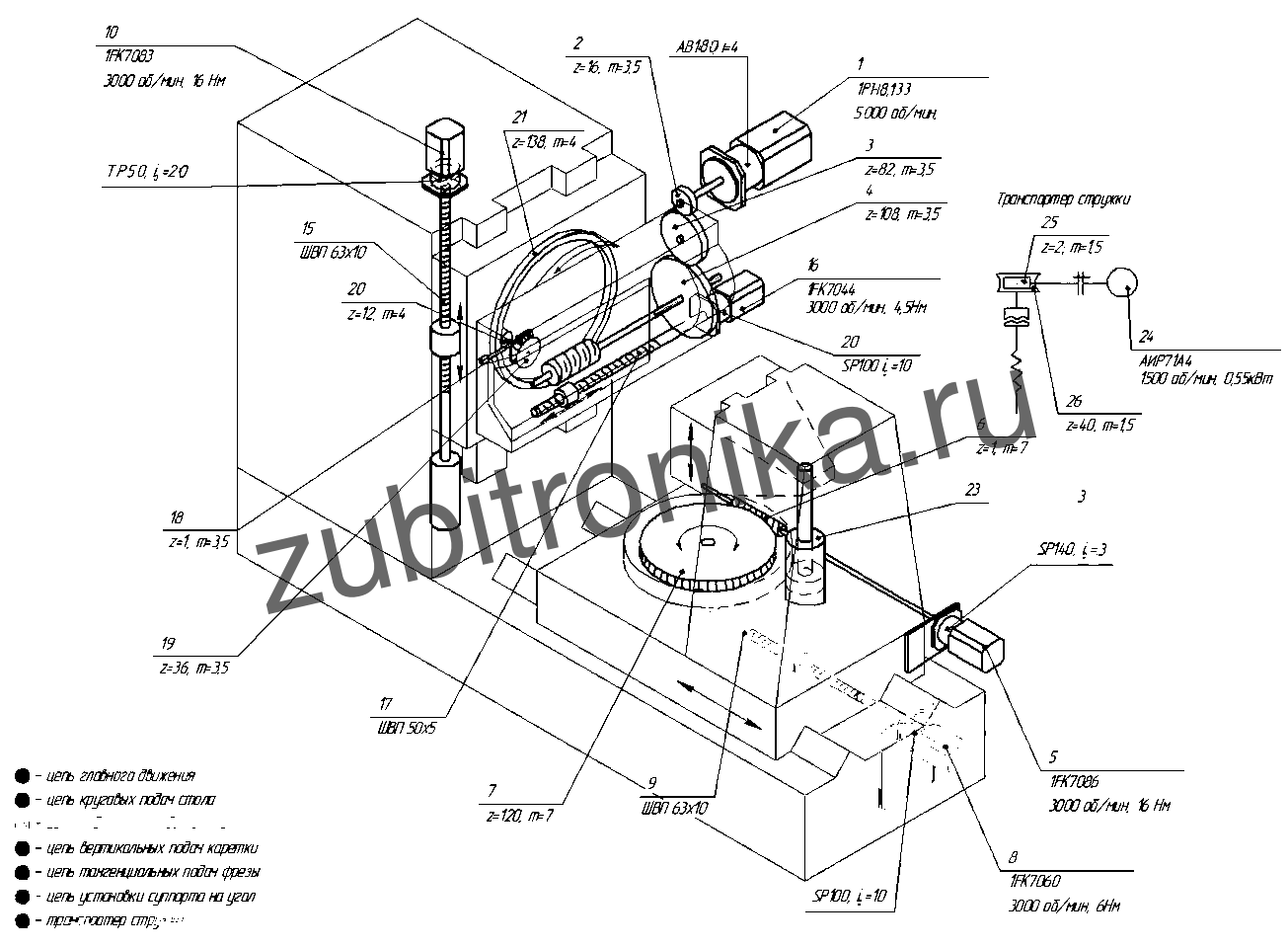
Цепь главного движения
Привод фрезы осуществляется от трехфазного серводвигателя 1. Частота вращения фрезы имеет возможность плавно изменяться в диапазоне от 28 до 270 об/мин и задается непосредственно в управляющей программе. Далее движение передается через цилиндрические колеса 2, 3, 4 шпинделю фрезы.
Цепь круговых подач
Круговая подача планшайбы стола (вращение изделия) осуществляется от трехфазного серводвигателя со встроенным редуктором с передаточным отношением 1:5 (поз.5) и червячную передачу 6, 7. Необходимые параметры круговой подачи обеспечиваются соответствующей частотой вращения вала серводвигателя, управляемого от следящего привода. Ускоренное вращение при выверке изделия осуществляется тем же двигателем.
Цепь радиальных подач
Все радиальные перемещения стола осуществляются от трехфазного серводвигателя 8 с встроенным редуктором с передаточным отношением 1:10. Вращение после редуктора передается на шарико-винтовую передачу 9. Винт имеет вращательное движение, а осевое перемещение передается столу через гайку, с которой он жестко связан.
Цепь вертикальных подач
Вертикальные перемещения каретки осуществляются от трехфазного серводвигателя 10.
Вращение после редуктора передается на шарико-винтовую передачу 15. Винт имеет вращательное движение, а осевое перемещение передается каретке через гайку, которая закреплена на кронштейне каретки.
Цепь тангенциальных подач
Тангенциальные перемещения фрезерной ползушки осуществляются от трехфазного серводвигателя 16 с встроенным редуктором с передаточным отношением 1:10. Вращение после редуктора передается на шарико-винтовую передачу 17. Винт имеет вращательное движение, а осевое перемещение передается фрезерной ползушке через гайку, с которой она жестко связана.
Цепь угловой установки суппорта
Угловая установка суппорта осуществляется вручную вращением за квадрат червяка 18, который сцеплен с червячным колесом 19. Далее через зубчатую передачу внутреннего зацепления 20, 21 поворот передается на фрезерный суппорт.
Цепь транспортера стружки
В цепи транспортера стружки движение от двигателя 24 через червячный редуктор 25, 26 передается на шнек, который, вращаясь, удаляет из станины стружку
Краткое описание составных частей
Станина
Станина является основанием, на котором смонтированы узлы станка. Основание станка коробчатой формы. Внутри расположен резервуар для масла гидросистемы. Сплошные поперечные перегородки, жестко связывающие наружные стенки, разделяют пространство основания на части.
Разделение всей отливки основания на отдельные отсеки снижает интенсивность звуковых явлений, возникающих в результате резонирования внутренней полости.
Вдоль верхней части основания расположены горизонтальные призматические направляющие, по которым перемещается стол. За направляющими имеется площадка, на которой закреплена стойка.
С торца станины монтируется установка гидравлики и смазки.
Сквозь станину в поперечном направлении смонтирован шнековый транспортер с приводом.

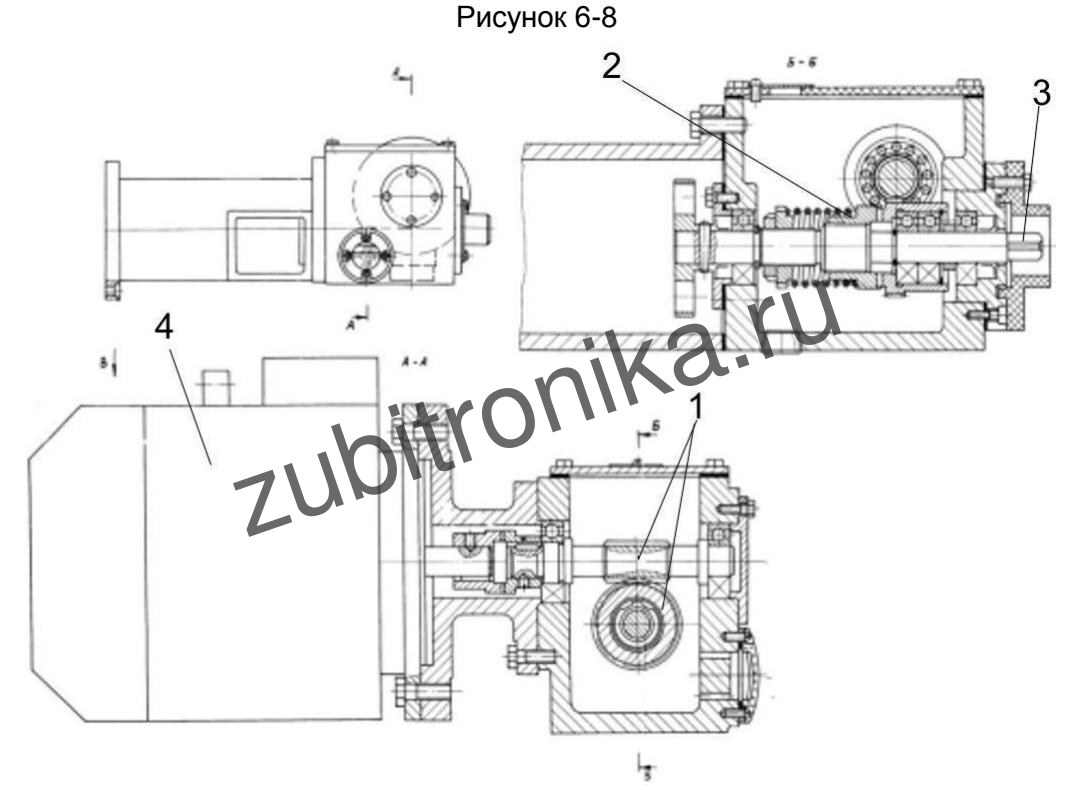
Транспортер стружки
Транспортер стружки конструктивно включает червячный редуктор и шнек. Привод осуществляется от электродвигателя 4 через червячную пару 1. Для защиты от перегрузки транспортер имеет подпружиненную кулачковую муфту 2. Для ручного проворота шнека с торца червячного редуктора имеется квадрат 3.

Стойка представляет собой жесткую чугунную отливку коробчатой формы с ребрами жесткости внутри, закрепленную на верхней плоскости основания станка.

Вертикальные призматические направляющие служат для перемещения суппортной каретки. В стойке размещен привод вертикальных подач.
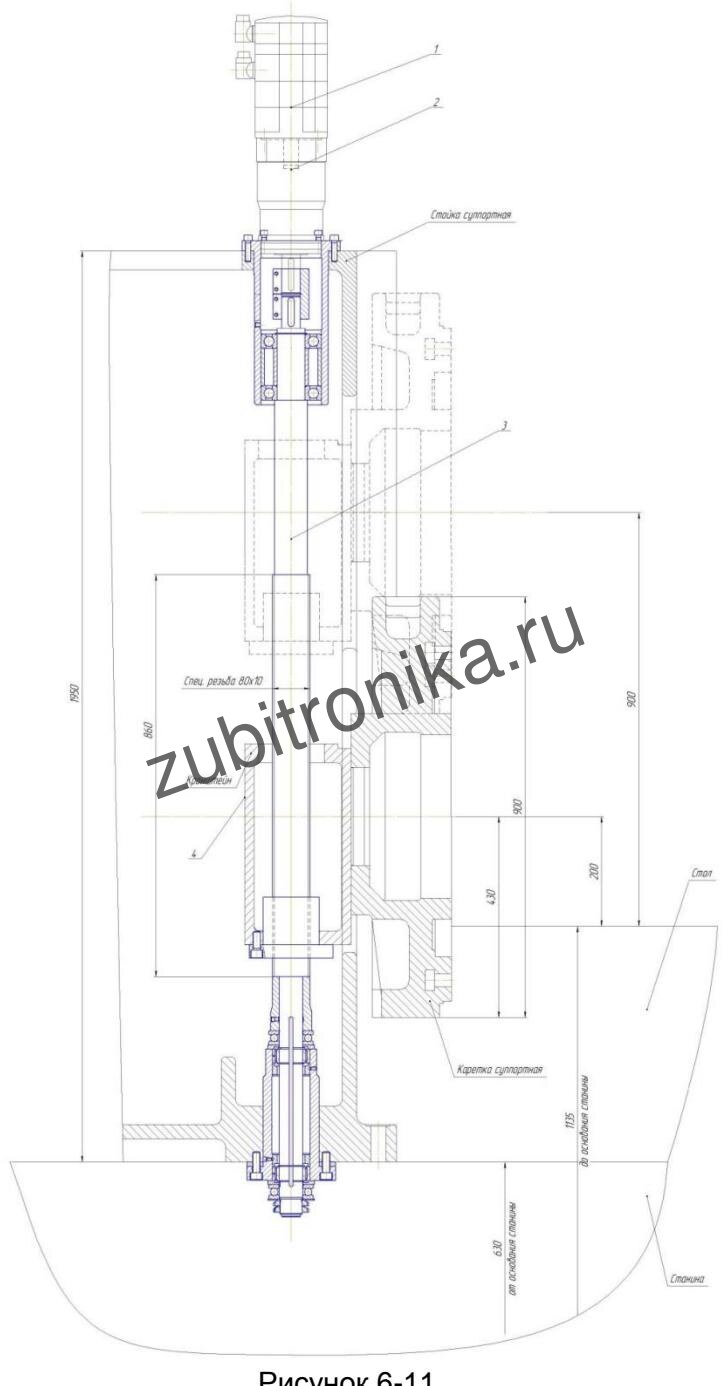
Привод вертикальных подач
Вертикальные перемещения каретки осуществляются от трехфазного серводвигателя 1 с редуктором 2 .От двигателя движение передается шариковинтовой передаче 3, гайка которой жестко закреплена в кронштейне 4 каретки.
Необходимые параметры вертикальной подачи обеспечиваются соответствующей частотой вращения вала серводвигателя, управляемого от следящего привода. Ускоренные вертикальные перемещения каретки осуществляются тем же двигателем.
Все радиальные перемещения стола осуществляются от трехфазного серводвигателя 1 через редуктор 2.
Вращение после редуктора передается на шарико-винтовую передачу 3. Винт имеет вращательное движение, а осевое перемещение передается столу через гайку 4, с которой он жестко связан.
Необходимые параметры радиальной подачи обеспечиваются соответствующей частотой вращения вала серводвигателя, управляемого от следящего привода. Ускоренный подвод-отвод стола осуществляется тем же двигателем.
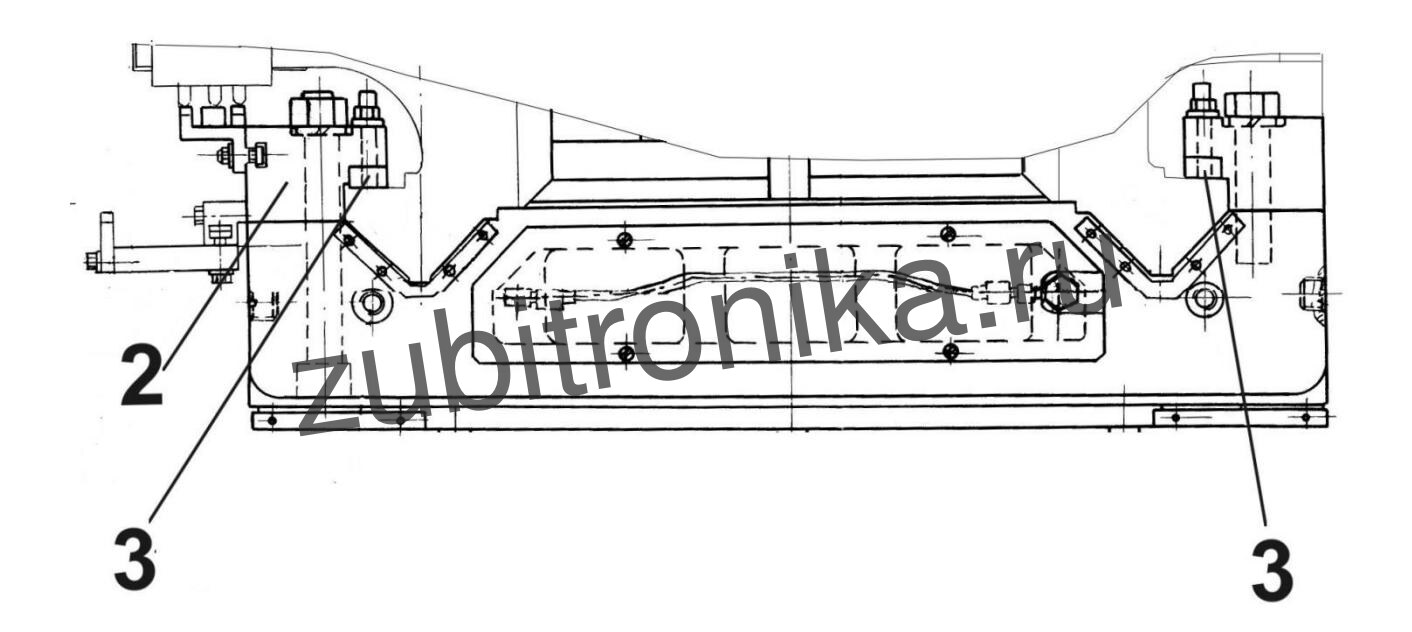
Каретка представляет собой жесткую чугунную отливку коробчатой формы с ребрами жесткости внутри и круговыми направляющими для крепления на них суппорта. В ней расположено зубчатое колесо 1 с внутренними зубьями для поворота суппорта на угол. Каретка крепится к стойке с помощью прижимных планок 2. Зазор в направляющих регулируется с помощью клиньев 3.

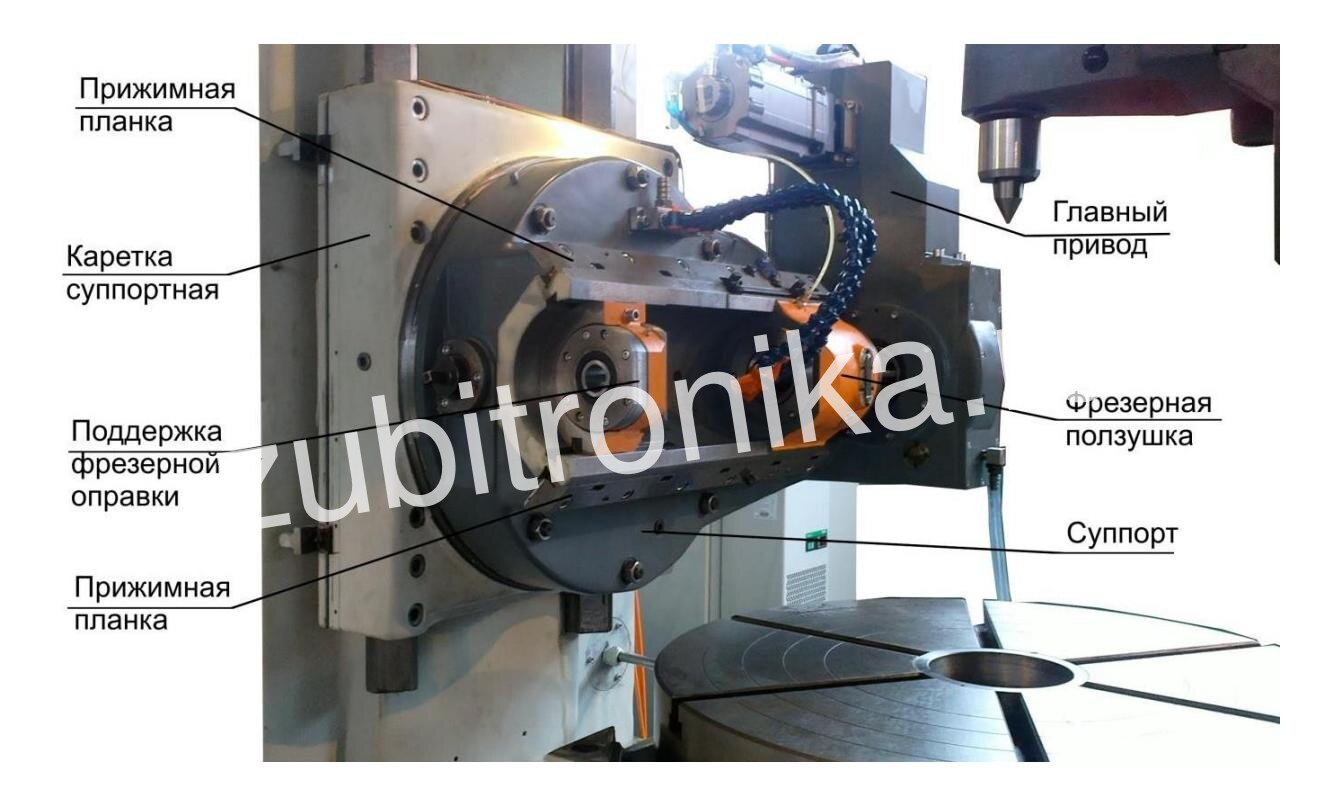
Суппорт
Суппорт, установлен на круговых направляющих каретки и жестко закреплен на ней с помощью шести болтов 1. Суппорт состоит из корпуса 2 суппорта с механизмом поворота суппорта на угол, привода 6 главного движения, фрезерной ползушки 3 и привода 4 тангенциальных подач.
Фрезерная ползушка базируется по трем плоскостям суппорта и прижимается прижимными планками с клиньями 5, что позволяет ей смещаться вдоль суппорта. Благодаря данной конструкции суппорта станок обеспечивает нарезание зубчатых колес тангенциальным методом, что особенно необходимо при нарезании многозаходных червячных колес.
Механизм поворота суппорта на угол представляет собой следующее: от квадрата 7, находящегося на рабочей стороне суппорта, приводится во вращение червячная передача 8, колесо 9 которой посажено на вал-шестерню 10. Вал-шестерня 10 находится в зацеплении с колесом, жестко закрепленным на каретке, вследствие чего и происходит разворот.
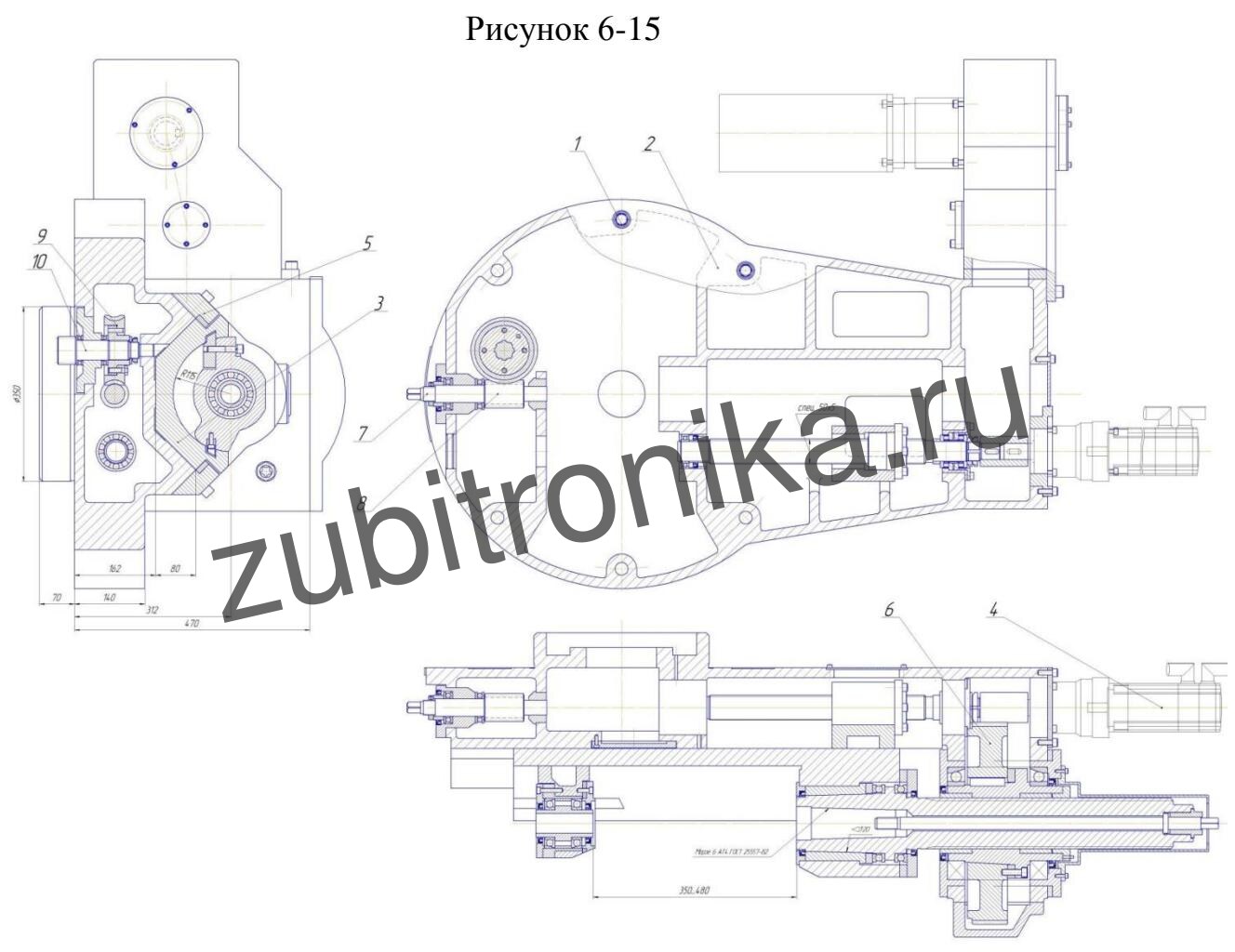
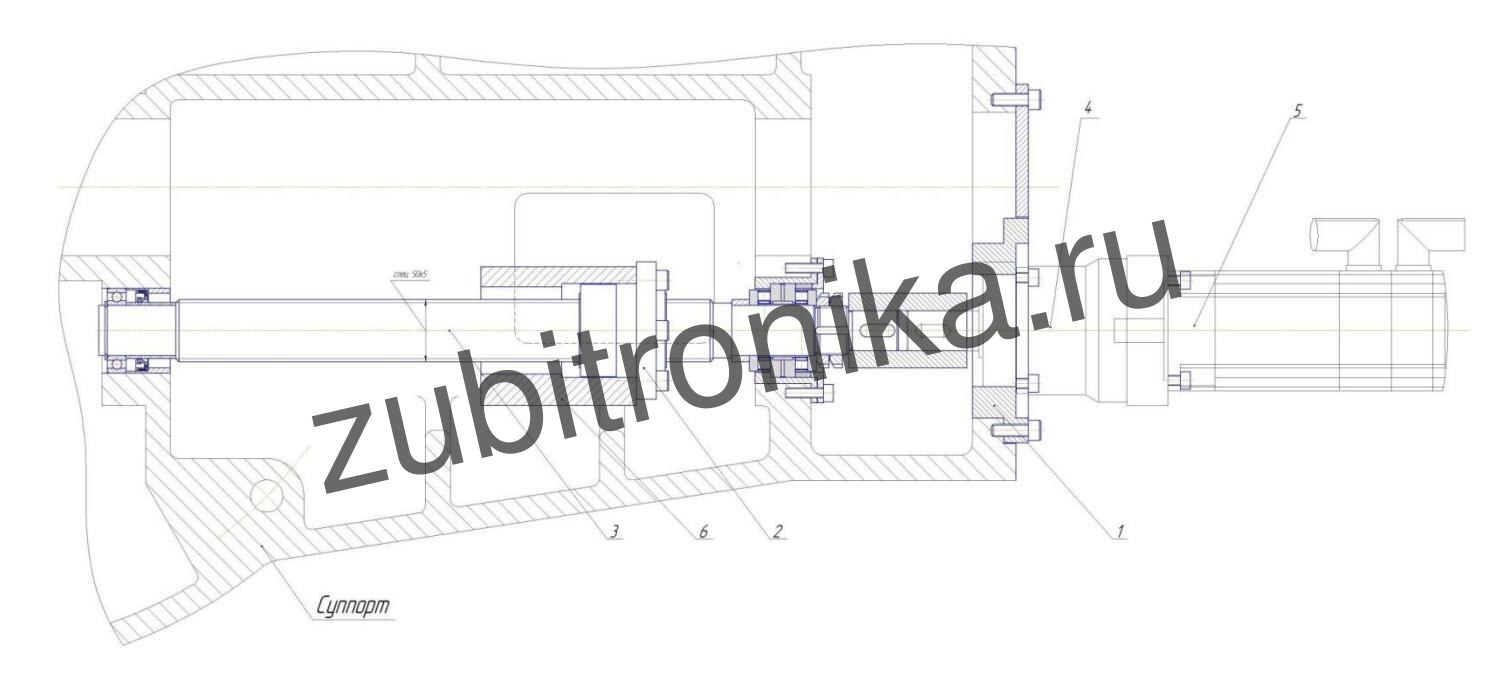
Привод главного движения
Привод главного движения обеспечивает вращение фрезы. Он состоит из корпуса 1 коробчатой формы, который крепится к суппорту. Внутри корпуса расположены подшипниковые опоры пары 2 шестерен и косозубые шестерни 3, а снаружи закреплен сервопривод 4 с редуктором 6 . Вращение от двигателя, посредством зубчатых колес и шлицевого соединения, передается фрезерному шпинделю 5.
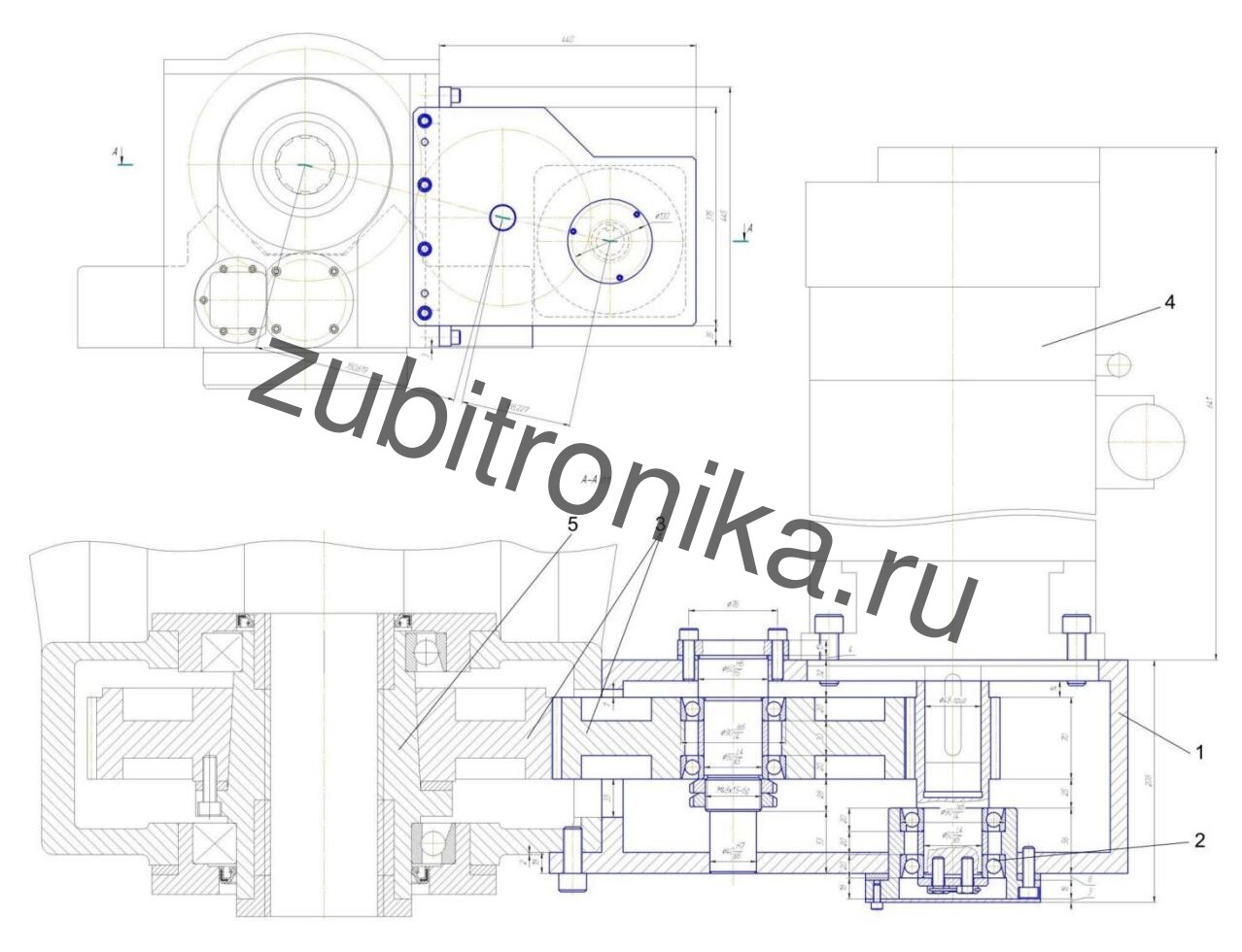
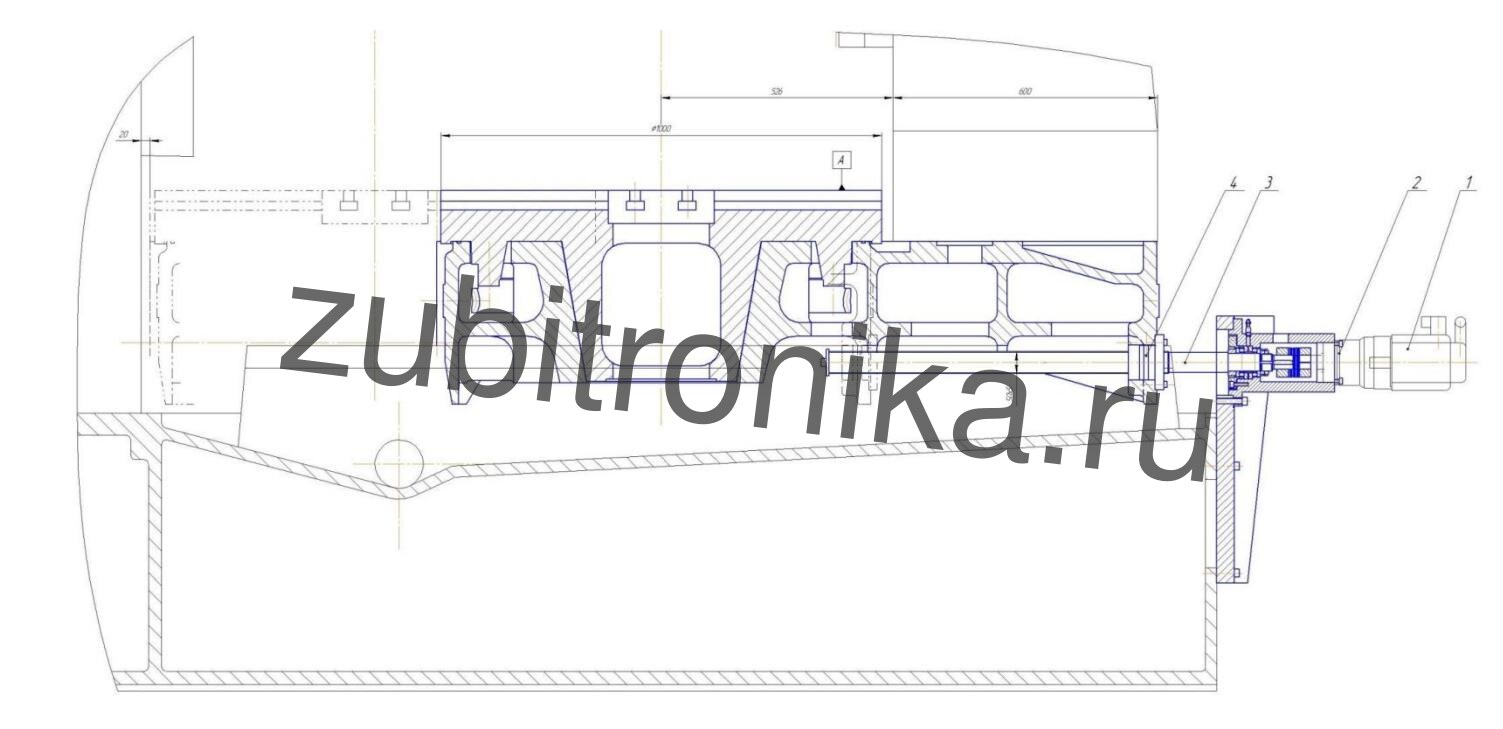
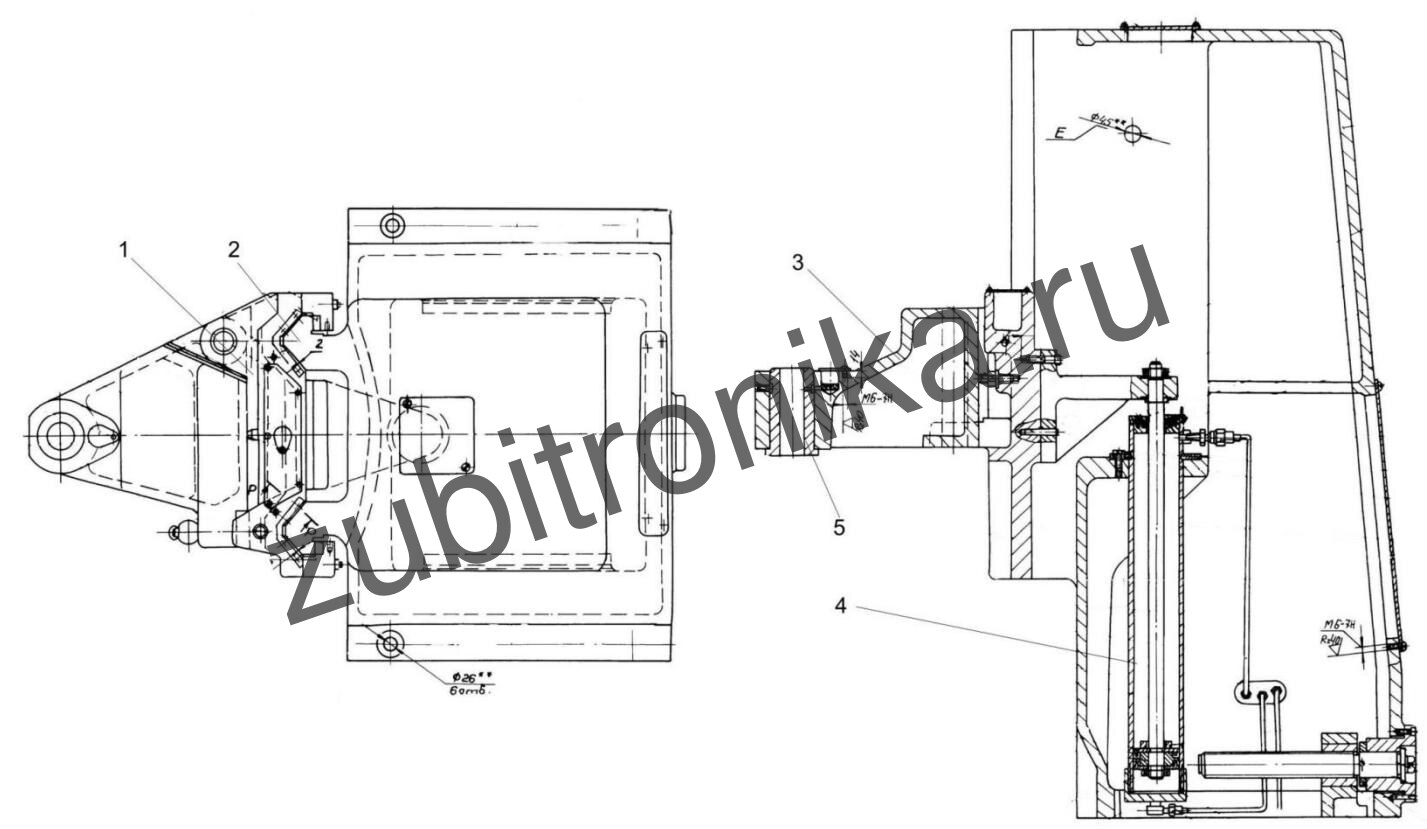
Привод тангенциальных подач
Привод тангенциальных подач обеспечивает нарезание зубчатых колес тангенциальным методом.
С заднего торца суппорта закреплен опорный фланец 1 привода тангенциальных подач фрезерной ползушки. На торце фланца крепится двигатель 5 привода с редуктором 4. Все радиальные перемещения фрезерной ползушки осуществляются от трехфазного серводвигателя через редуктор с передаточным отношением .
Вращение после редуктора передается на шарико-винтовую передачу 3. Винт имеет вращательное движение, а осевое перемещение передается фрезерной ползушке через гайку 2, которая жестко закреплена на связующем кронштейне 6.
Необходимые параметры тангенциальной подачи обеспечиваются соответствующей частотой вращения вала серводвигателя, управляемого от следящего привода.

Стол предназначен для крепления заготовок.
Планшайба стола центрируется на конусе, а опорой служит горизонтальная кольцевая плоскость. К направляющим станины стол крепится с помощью планок с клиньями. Делительный червяк вращается в опорах скольжения и выполнен двухшаговым для выборки люфта в зацеплении.
Стол приводится во вращение от привода круговых подач, который размещен на корпусе стола с задней стороны.
Внутренняя полость корпуса стола служит резервуаром для масла, предназначенного для смазки трущихся поверхностей делительной пары и стола.
Заливка масла производится через отверстие 1 в корпусе стола. Уровень масла контролируется по контрольному окошку, установленному с рабочей стороны стола.

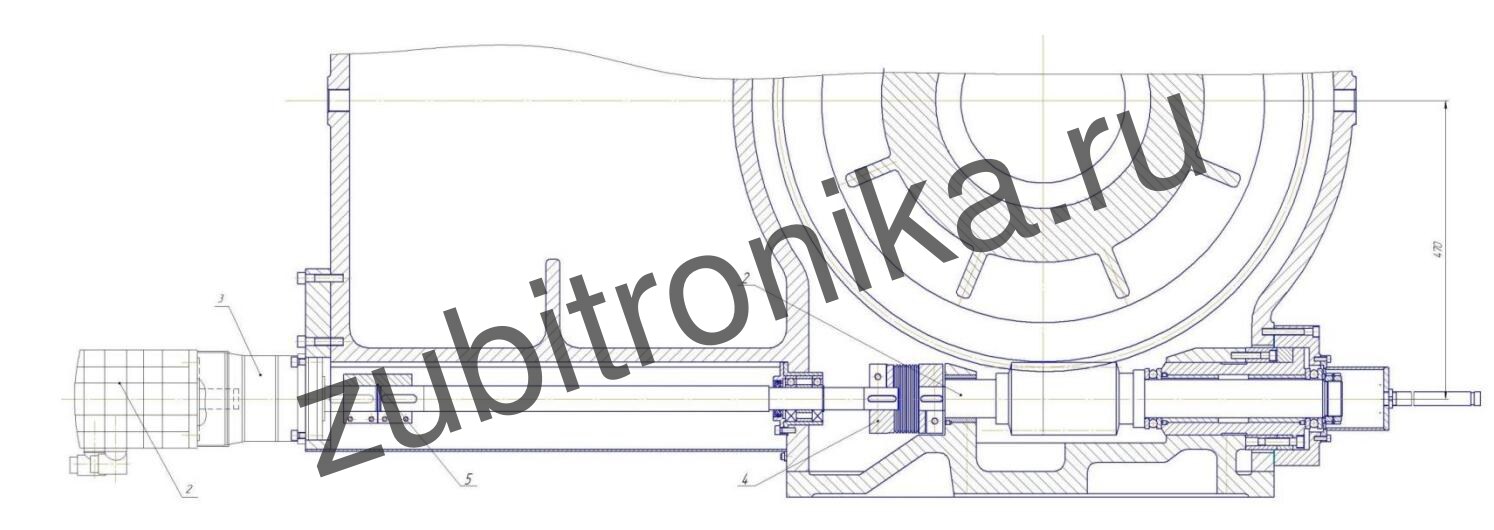
Привод круговых подач стола
Привод круговых подач стола представляет собой цилиндрический редуктор 3, приводимый в движение от трехфазного серводвигателя 2 через планетарный редуктор . Цилиндрический редуктор через муфты 4 и 5 жестко связан с делительным червяком 1.
Необходимые параметры круговой подачи обеспечиваются соответствующей частотой вращения вала серводвигателя, управляемого от следящего привода. Ускоренное вращение планшайбы стола при наладке осуществляется тем же двигателем.
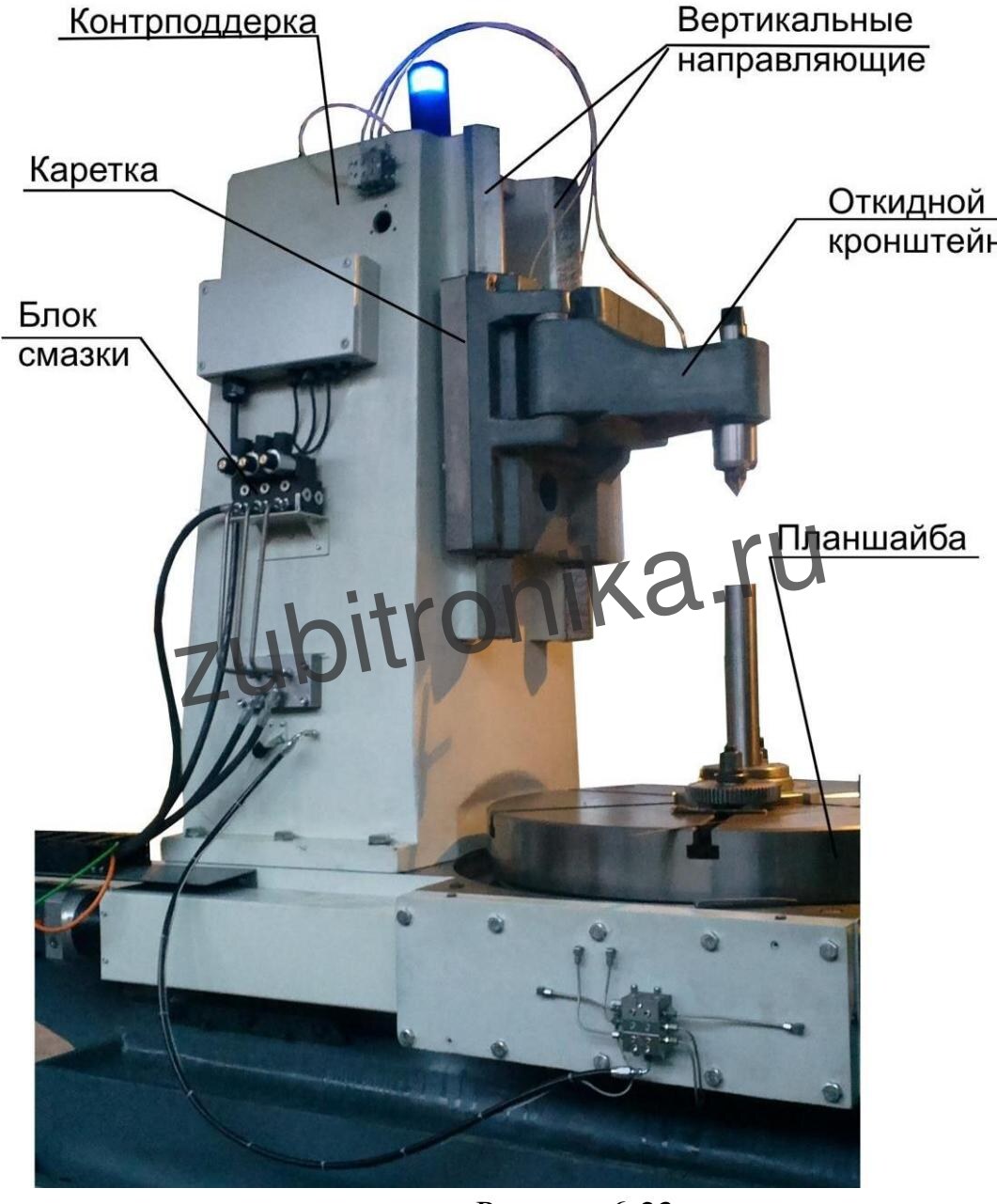
Контрподдержка состоит из подвижной каретки 1 , перемещающейся по вертикальным призматическим направляющим 2, откидного кронштейна 3 и гидроцилиндра 4. В отверстие откидного кронштейна вставляется центр или втулка 5 скольжения для оси заготовки.
Подъем, опускание и останов осуществляются нажатием соответствующих кнопок на панели оператора или специальным переключателем 1, прикрепленным с рабочей стороны.
Для обработки зубчатых колес максимального диаметра необходимо открепить заднюю стойку, вывернув шесть болтов, расштифтовать и сместить назад на шаг крепежных отверстий с помощью квадрата 1 (рисунок 6-25), после чего закрепить на оставшиеся четыре болта. После установки стойки в обратное положение необходимо произвести выверку соосности отверстия контрподдержки и оси вращения стола и заштифтовать.
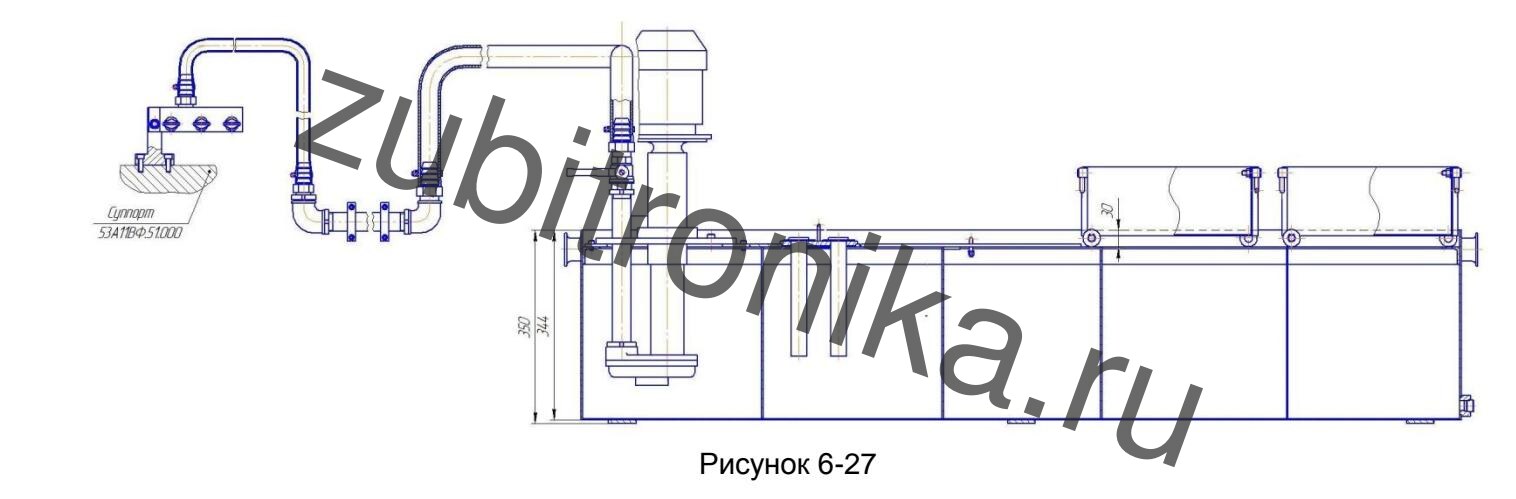
Система охлаждения
Система охлаждения должна обеспечивать интенсивное охлаждение режущего инструмента и заготовки.
Бак охлаждения, установленный с нерабочей стороны станка, служит резервуаром охлаждающей жидкости, на нем смонтирована помпа охлаждения. Емкость резервуара под СОЖ 210 л. На бак устанавливается ящик сбора стружки. Для очистки от мелкой стружки служат магниты, установленные на пути слива.
Регулировка подачи СОЖ от помпы производится как в общем, поворотом рукоятки шарового крана, так и для каждого из сопел раздельно специальными кранами. Конструкция сопел позволяет легко установить необходимое пространственное положение.

Ограждение
Ограждение станка представляет собой конструкцию коробчатой формы, которая выполнена в виде щитов, скрепленных между собой, прикрепленных к станине и стойке.
С рабочей части станка в ограждении предусмотрены раздвижные двери для легкого доступа в зону резания.
Дополнительная информация
 Зубофрезерный станок 5К328А
Зубофрезерный станок 5К328А Технический расчет зубофрезерования шестерни на станке
Технический расчет зубофрезерования шестерни на станке- Кинематическая схема станка