Зубофрезерный станок 53А11
Зубофрезерный станок 53А11
Технический расчет зубофрезерования локомотивной шестерни на станке 53А11
Пример технологического расчета для цилиндрического косозубого колеса из поковки стали 65Г с подгонкой суммарного времени зубонарезания к уровню около 5 часов.
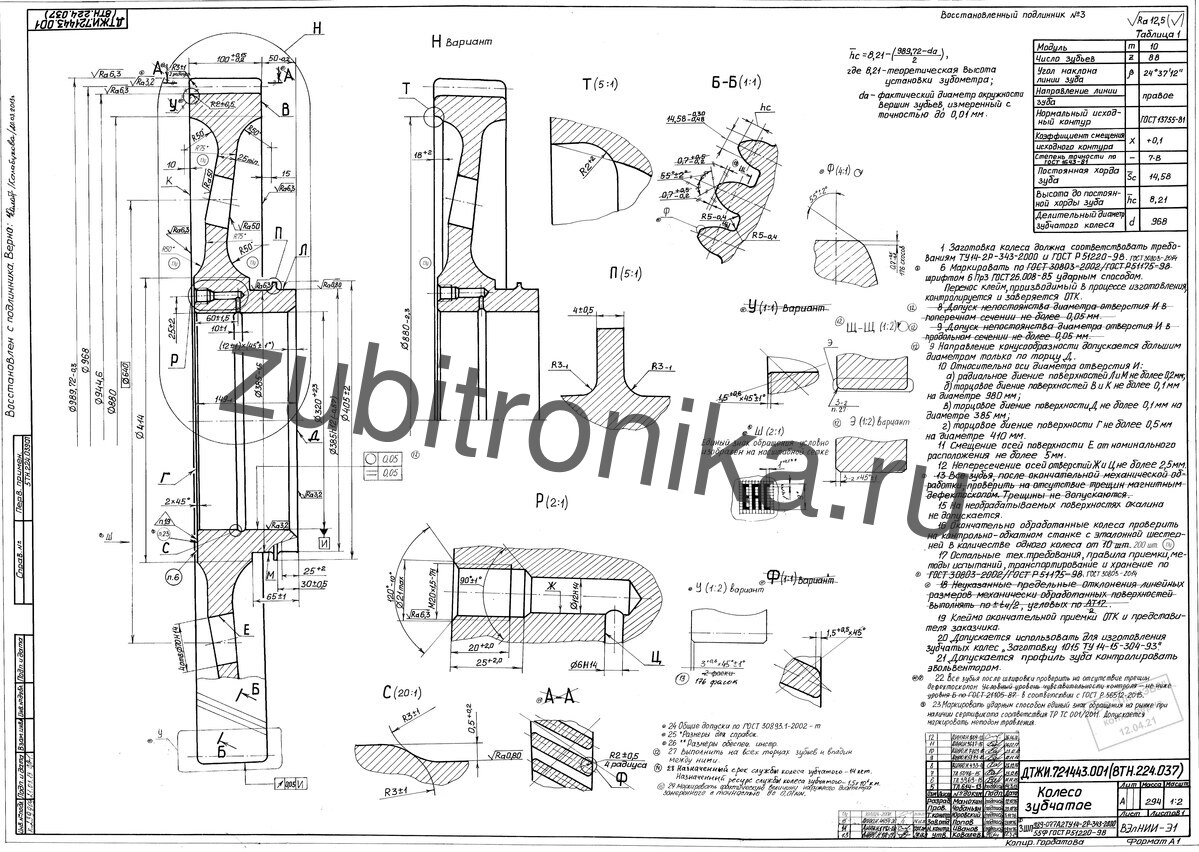
Деталь: локомотивная шестерня из поковки 65Г
Число зубьев: Z = 88
Нормальный модуль: mn = 10 мм
Ширина зубчатого венца: b = 100 мм
Угол наклона зуба: β = 24°
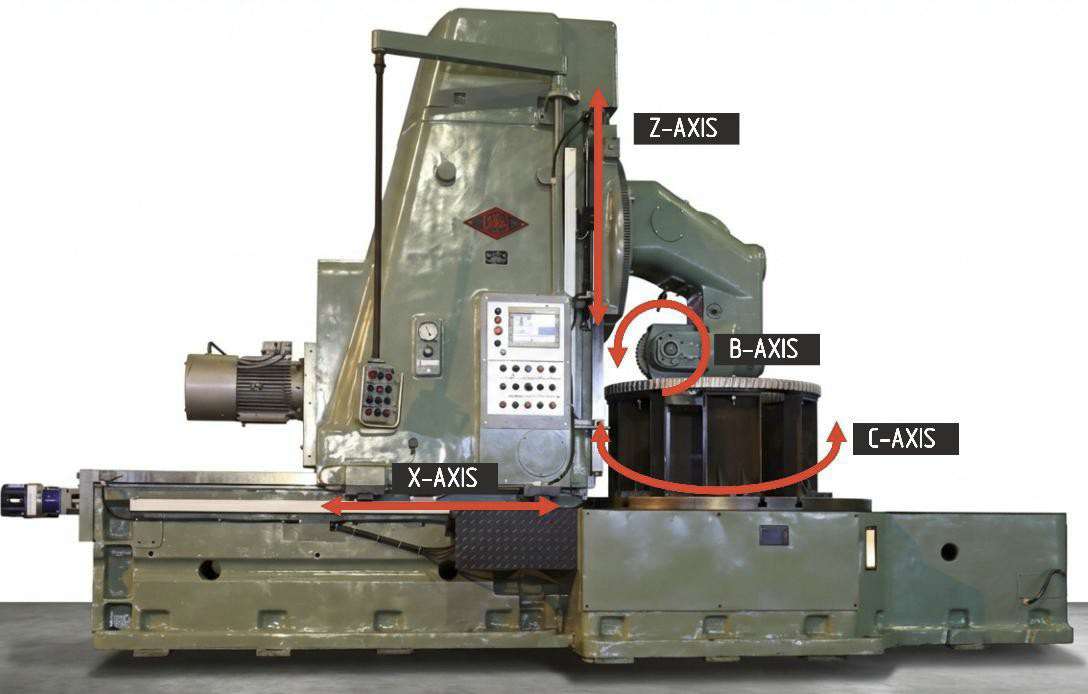
Станок: зубофрезерный 53А11
Метод обработки: зубофрезерование червячной фрезой, до термообработки
1. Принятая схема обработки
Для колеса такого размера и модуля рационально рассматривать обработку в несколько проходов, а не «в один удар». Это снижает нагрузку на станок, уменьшает риск вибрации, позволяет стабильнее держать профиль и получить более реалистичное штучное время для тяжелой детали из поковки.
В расчете принят вариант:
- установка заготовки на оправке или в специальном приспособлении;
- центрирование и выверка;
- черновой проход;
- получистовой проход;
- чистовой проход;
- контроль зубчатого венца после обработки.
2. Геометрические параметры колеса
Для косозубого цилиндрического колеса используем стандартные расчетные зависимости.
where:
d — делительный диаметр, мм
mn — нормальный модуль, мм
Z — число зубьев
β — угол наклона зуба
Приближенная полная высота зуба для стандартного эвольвентного зуба принимается h ≈ 2.25mn, то есть в нашем случае 22.5 мм.
Шаг винтовой линии
Для косозубого колеса важен шаг винтовой линии зуба. Он определяет кинематику настройки и дает представление о «развертке» линии зуба по цилиндру.
То есть шаг винтовой линии зуба составляет примерно 6.8 м. Это нормальная величина для крупного косозубого колеса с умеренным углом наклона.
| Параметр | Обозначение | Значение |
|---|---|---|
| Число зубьев | Z | 88 |
| Нормальный модуль | mn | 10 мм |
| Торцовый модуль | mt | 10.95 мм |
| Угол наклона зуба | β | 24° |
| Ширина венца | b | 100 мм |
| Делительный диаметр | d | 963.3 мм |
| Диаметр вершин | da | 983.3 мм |
| Диаметр впадин | df | 938.3 мм |
| Полная высота зуба | h | 22.5 мм |
| Шаг винтовой линии | P | 6797 мм |
3. Принятый инструмент и режимная логика
Для расчета принят типовой вариант:
- червячная фреза HSS, однозаходная;
- наружный диаметр фрезы Dф = 200 мм;
- обработка по СОЖ;
- режимы выбраны консервативно, без перегрузки станка.
Для старого тяжелого зубофрезерного станка и крупной поковки из 65Г это более реалистично, чем пытаться рисовать «каталожные» режимы из высокоскоростных линий.
Сталь 65Г после ковки — материал не из легких по обработке. При модуле 10 мм, большом диаметре и значительной ширине венца перегрузка зубофрезерного станка резко ухудшает точность, чистоту поверхности и стойкость инструмента. Поэтому расчет специально выполнен в щадящем, но производственно правдоподобном режиме.
4. Расчет частоты вращения фрезы и заготовки
Частота вращения червячной фрезы:
где:
V — скорость резания, м/мин
Dф — наружный диаметр фрезы, мм
Для однозаходной фрезы частота вращения заготовки:
Подача вдоль оси колеса в мм/мин:
где S0 — осевая подача в мм/об заготовки.
5. Расчет машинного времени
При продольной схеме зубофрезерования машинное время одного прохода:
где L — полный путь резания.
Для тяжелого колеса принимаем:
Здесь 40 мм на врезание и 40 мм на перебег — это практичная величина для расчета, чтобы не занижать цикл.
Принятое распределение глубины по проходам
Полная расчетная высота зуба: 22.5 мм. Для технологической схемы принимаем три прохода:
- черновой: 8.0 мм;
- получистовой: 7.0 мм;
- чистовой: 7.5 мм.
Суммарно: 22.5 мм.
| Проход | Скорость резания V (м/мин, линейная скорость режущей кромки) | Подача S₀ (мм/об заготовки, перемещение за 1 оборот детали) | Частота фрезы nф (об/мин, вращение инструмента) | Частота заготовки nз (об/мин, вращение колеса) | Продольная подача Vf (мм/мин, скорость перемещения вдоль венца) | Машинное время Tм (мин, время резания за проход) |
|---|---|---|---|---|---|---|
| Черновой | 28 | 7 | 180 | 0.506 | 3.54 | 50.8 |
| Получистовой | 25 | 5 | 170 | 0.452 | 2.26 | 79.6 |
| Чистовой | 22 | 4 | 160 | 0.398 | 1.59 | 113.1 |
Чистое машинное время резания получается примерно 243.5 мин, то есть 4 ч 03 мин.
6. Вспомогательное время и доведение цикла до 5 часов
Для реального производственного расчета учитывать только «чистый рез» недостаточно. Для крупной локомотивной шестерни существенную долю времени дают установка, выверка, подводы, контроль и смена режима между проходами.
| Элемент времени | Мин |
|---|---|
| Установка и закрепление заготовки | 18 |
| Выверка биения и совмещение баз | 12 |
| Подвод / отвод / перенастройка между проходами | 15 |
| Промежуточный контроль зубьев и ширины венца | 10 |
Tшт ≈ 298.5 мин ≈ 4 ч 59 мин.
То есть целевой цикл около 5 часов для зубофрезерования данной шестерни на 53А11 достигается без искусственного завышения, а за счет реалистично подобранных режимов, трехпроходной схемы и нормального учета вспомогательных операций.
7. Что влияет на время обработки сильнее всего
- Модуль 10 мм. Это уже тяжелое зубонарезание, не «мелкая зубчатка».
- Большой диаметр колеса. Частота вращения заготовки получается низкой, а длина прохода значительной.
- Косой зуб 24°. Требует более аккуратной настройки кинематики и контроля направления зуба.
- Материал 65Г. При грубой поковке или неоднородной структуре режется тяжелее, чем спокойные конструкционные стали.
- Новый станок. Для 53А11 режимы лучше не завышать: выигрыш по минутам часто оборачивается потерей по точности и инструменту.
8. Практические рекомендации
- Если задача стоит в стабильном качестве, а не в рекорде производительности, оставлять трехпроходную схему рационально.
- При хорошей жесткости системы «станок – оправка – заготовка – фреза» можно ускорить первый проход повышением подачи, а не скорости.
- Чистовой проход лучше не «разгонять»: именно он формирует профиль, направление зуба и реальную шероховатость.
- Для снижения разброса по времени важно хорошо подготовить поковку до зубофрезерования: торцы, посадка, биение, базовое отверстие.
- Если колесо после зубофрезерования идет на термообработку и последующее шлифование, можно перераспределить припуск между получистовым и чистовым проходами.
9. Вывод
Для локомотивной шестерни из поковки 65Г с параметрами Z = 88, mn = 10 мм, b = 100 мм, β = 24° расчет показывает, что на зубофрезерном станке 53А11 технологически правдоподобный цикл зубофрезерования составляет около 5 часов.
Такой результат достигается при трехпроходной обработке червячной фрезой, консервативных режимах резания и полном учете вспомогательного времени. Для технического портала это хороший пример того, как реальная производственная длительность формируется не только скоростью резания, но и геометрией колеса, материалом, массой заготовки, жесткостью системы и культурой наладки.
Примечание: расчет является инженерной технологической оценкой и должен окончательно подтверждаться паспортом конкретного станка 53А11, фактической червячной фрезой, состоянием заготовки, схемой базирования и требуемой степенью точности готового колеса.
Станок под задачу, а не «как получится»
В этом расчёте вы видите главное: время обработки — это не цифра из каталога. Это результат правильной механики, кинематики и режимов.
Один и тот же зубчатый венец можно резать:
- 3 часа — и получить брак и убитую фрезу
- 5 часов — и получить стабильную геометрию
- или 7 часов — потому что станок не держит нагрузку
Разница — не в операторе.
Разница — в станке и его состоянии.
Зубитроника делает не просто «ремонт» и не просто «продажу». Мы делаем станок под конкретную задачу:
- под модуль, ширину и материал
- под реальную нагрузку, а не паспортную
- с заменой кинематики, приводов и системы управления
- с цифровой гитарой деления и стабильной подачей
- с доведением до прогнозируемого времени обработки
В итоге вы получаете не «старый 53А11», а инструмент производства, который даёт понятный результат по времени и качеству.
Если вам нужен станок, который режет, а не стоит — мы соберём его под ключ.
Дополнительная информация
 Зубофрезерный станок 5К328А
Зубофрезерный станок 5К328А- Технический расчет зубофрезерования шестерни на станке
- Кинематическая схема станка